型材拉弯等体积成形设备和钣金加工设备平行开展,出现规格种类齐全、数量增长敏捷、新式产品和技术不断得到运用等景象,产品全体技术水平和数控化率继续前进,并大量完成出口,满意了我国经济开展的需求。管材加工设备方面,因为我国管材运用量激增,管材运用市场非常之大、家具职业、体育器材、锅炉职业、汽车职业、排气管上等,在规格、种类、数量等方面增长敏捷,技术水平快速前进,根本满意国内市场需求。这些日常运用品、工商业等等所需求的管材加工弯管机设备根本都可满意市场需求。机械压力机、液压机、弯管机、液压弯管机、金属圆锯机、缩管机、等管材加工设备在加工精度、可靠性、技术指标、节能减排、宜人道等方面都有明显前进。新产品开发才能及市场竞争力都大大前进。以新工艺为导向,满意新工艺要求的特别结构、特别功能的锻压设备也不断出现。比如,等数控弯管机、切管机、弯管切管缩管与一体流水线管材加工设备,特别资料锻压设备等。
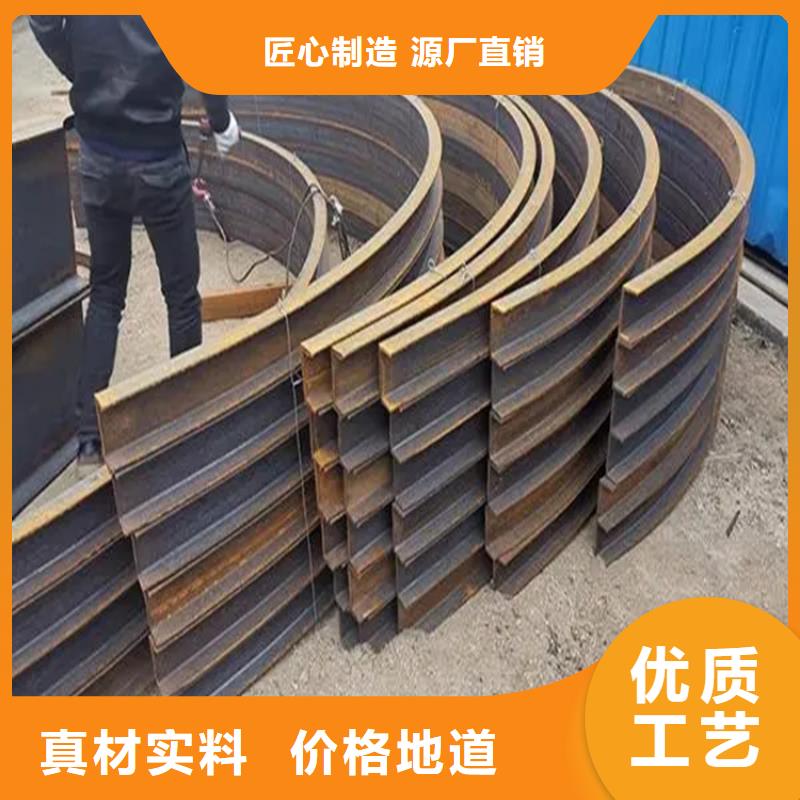
那么关于型材拉弯工艺特点及要求是怎样的?下面河北拉弯厂的专家就来给我们分析一下。 1、 所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。2、 关于备料长度:一般情况下备料应是所需弯曲材料的有效弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。 备料长度=有效弧长+2.1 t 当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。3、 关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。4、 关于材料每支弯曲有效弧长的要求:通常情况下不应超过弧度角180度。5、 关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥ 8 %;e = t / R内× = (R外-R内) ÷R内× 否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。6、 关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。上述介绍只是一般的常识说明,具体情况需视工程项目要求的分格、结点及选材等特点确定。
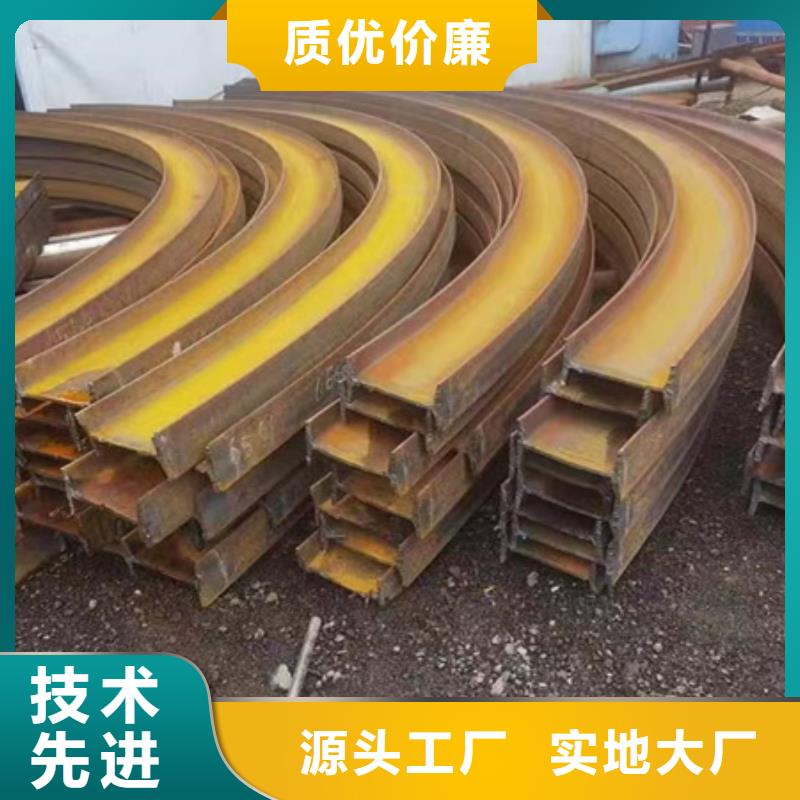
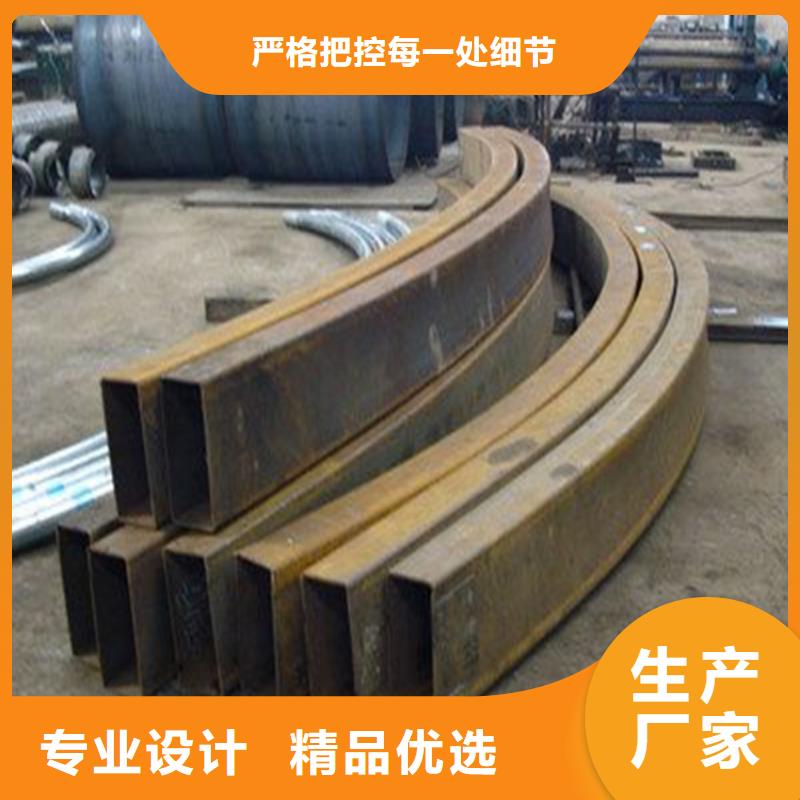
一起来了解一些型材拉弯知识 型材拉弯便是方管通过加工之后变成的一种产品,方管,它的外形便是有点像立体的长方形,可是里边是空心的,是钢铁制造而成的,是要通过好多道的工序之后才加工而成的,后才成为了咱们现在看到的产品。它的制造的资料并不仅仅是只有钢材,被的一些资料也是能够制造而成的。型材拉弯的这种方管是空心的,所以,在通过拉弯机进行拉弯的时分,事比较简单拉,它不像实心的那些钢材制造出来的产品,用来拉弯是比较的费力的。拉弯,从字面上的意思我们就有可能会想到便是运用机器来把一些钢材进行弯折的处理。也便是改动它的形状,变成了别的的一种产品,可是它的实质是没有发生改动的。这种拉弯的话他的精准的度数是比较的高的,一旦成型之后就不能够在进行改动的,它要拉弯的度数都是事先就已经是方案好了的。拉弯的时分是要根据尺度来进行拉弯的,拉弯之后是不会反弹的,反弹便是指拉好之后弯度会有所改动。产品在通过拉弯之后它的厚度是会有一些的改动的,在没有通过拉弯的时分它的厚度是比较的厚的。
型材拉弯可以有比较好质量,同时也是广大用户所追求的,但是如果要让整个拉弯过程有比较好质量的话,也是要求型材拉弯加工厂要达到很好的条件,那么在进行型材拉弯的时候需要达到什么样的条件?1.型材拉弯首先要注意的是“高”尤其是针对一些金属一类产品加工的时候是需要使用设备进行拉弯的,而且设备在使用过程中下降的时候是要看产品的本身,所以很多时候都不能达到很好的表现,所以型材拉弯中焊管拉弯的质量是很重要的,如果是一些小公司的话设备上比较落后可能会出现型材拉弯过程没有很好的标准。2.然后是在焊管拉弯上面,要让他们达到很好的质量表现也要让型材拉弯达到很好的技术条件,尤其是在进行设备操作的时候一定要注意,我们在选择的时候一定要选择技术比较好,设备比较先进的公司,所以型材拉弯中选公司时很重要的。型材拉弯我们需要的是精美的造型,所以在选择的时候一定要选好公司而且还要了解拉弯的时候需要注意的事项有哪些。